
Page 304 - THREADING CATALOG
P. 304
USER GUIDE
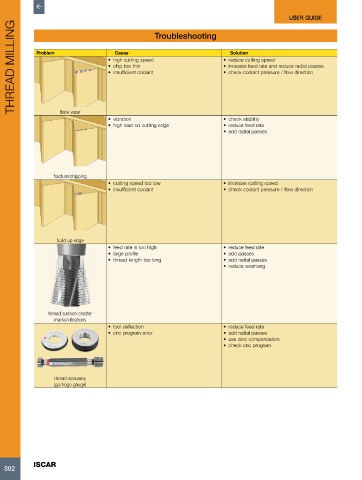
THREAD MILLING Problem • high cutting speed • reduce cutting speed
Troubleshooting
Solution
Cause
• increase feed rate and reduce radial passes
• chip too thin
• insufficient coolant
• check coolant pressure / flow direction
flank wear
• vibration • check stability
• high load on cutting edge • reduce feed rate
• add radial passes
fracture/chipping
• cutting speed too low • increase cutting speed
• insufficient coolant • check coolant pressure / flow direction
build up edge
• feed rate is too high • reduce feed rate
• large profile • add passes
• thread length too long • add radial passes
• reduce overhang
thread surface-chatter
marks/vibrations
• tool deflection • reduce feed rate
• cnc program error • add radial passes
• use zero compensation
• check cnc program
thread accuracy
(go/nogo gauge)
ISCAR
302