
Page 301 - THREADING CATALOG
P. 301
USER GUIDE
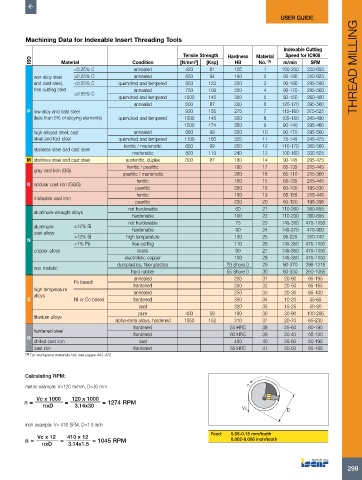
Machining Data for Indexable Insert Threading Tools
Indexable Cutting
Tensile Strength Hardness Material Speed for IC908
ISO Material Condition [N/mm ] [Ksp] HB No. (1) m/min SFM
2
<0.25% C annealed 420 61 125 1 100-200 330-655 THREAD MILLING
non-alloy steel ≥0.25% C annealed 650 94 190 2 95-190 310-625
and cast steel, <0.55% C quenched and tempered 850 123 250 3 90-180 295-590
free cutting steel annealed 750 109 220 4 90-170 295-560
≥0.55% C
quenched and tempered 1000 145 300 5 80-150 260-490
annealed 600 87 200 6 120-170 395-560
P low alloy and cast steel 930 135 275 7 115-160 375-525
(less than 5% of alloying elements) quenched and tempered 1000 145 300 8 105-150 345-490
1200 174 350 9 90-140 295-460
high alloyed steel, cast annealed 680 99 200 10 90-170 295-560
steel and tool steel quenched and tempered 1100 160 325 11 75-145 245-475
ferritic / martensitic 680 99 200 12 110-170 360-560
stainless steel and cast steel
martensitic 820 119 240 13 100-160 330-525
M stainless steel and cast steel austenitic, duplex 600 87 180 14 90-145 295-475
ferritic / pearlitic 180 17 65-135 215-445
gray cast iron (GG)
pearlitic / martensitic 260 18 65-110 215-360
ferritic 160 15 65-135 215-445
K nodular cast iron (GGG)
pearlitic 250 16 60-100 195-330
ferritic 130 19 65-135 215-445
malleable cast iron
pearlitic 230 20 60-120 195-395
not hardenable 60 21 110-260 360-855
aluminum-wrought alloys
hardenable 100 22 110-200 360-655
not hardenable 75 23 145-350 475-1150
aluminum- ≤12% Si hardenable 90 24 145-275 475-900
cast alloys
N >12% Si high temperature 130 25 95-225 310-740
>1% Pb free cutting 110 26 145-350 475-1150
copper alloys brass 90 27 145-350 475-1150
electrolytic copper 100 28 145-350 475-1150
duroplastics, fiber plastics 70 Shore D 29 90-370 295-1215
non metallic
hard rubber 55 Shore D 30 80-330 260-1085
annealed 200 31 20-60 65-195
Fe based hardened 280 32 20-50 65-165
high temperature annealed 250 33 20-30 65-100
alloys
S Ni or Co based hardened 350 34 10-20 35-65
cast 320 35 15-25 50-80
pure 400 58 190 36 30-90 100-295
titanium alloys
alpha+beta alloys, hardened 1050 152 310 37 20-70 65-230
hardened 55 HRC 38 25-60 80-195
hardened steel hardened 60 HRC 39 20-40 65-130
H
chilled cast iron cast 400 40 25-60 80-195
cast iron hardened 55 HRC 41 20-50 65-165
(1) For workpiece materials list, see pages 443-472
Calculating RPM:
metric example: V=120 m/min, D=30 mm n
Vc x 1000 120 x 1000
n = = = 1274 RPM
πxD 3.14x30
Vc D
inch example: V= 410 SFM, D=1.5 inch
Feed: 0.05-0.15 mm/tooth
Vc x 12 410 x 12
n = = = 1045 RPM 0.002-0.006 inch/tooth
πxD 3.14x1.5
299