
Page 115 - THREADING CATALOG
P. 115
.945
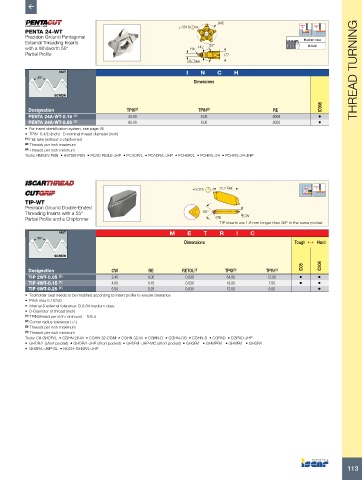
PENTA 24-WT ±.0016
Precision Ground Pentagonal Medium class
External Threading Inserts 55°
with a Whitworth 55° RE .142 B.S.84
Partial Profile .177
.071max
NUT I N C H THREAD TURNING
55° Dimensions
SCREW
IC908
Designation TPIX (2) TPIN (3) RE
PENTA 24A-WT-0.15 (1) 24.00 8.00 .0059 •
PENTA 24A-WT-0.05 (1) 80.00 8.00 .0020 •
• For insert identification system, see page 45
• TPIN=6.4/D (inch) D-nominal thread diameter (inch)
(1) Flat rake (without a chipformer)
(2) Threads per inch maximum
(3) Threads per inch minimum
Tools: HMSDV PEN • HSTBS-PEN • PCAD RE/LE-JHP • PCADR/L • PCADR/L-JHP • PCHBR/L • PCHR/L-24 • PCHR/L-24-JHP
±0.025 17.7 Ref.
TIP-WT
Precision Ground Double-Ended
Threading Inserts with a 55° 55° CW
Partial Profile and a Chipformer RE
TIP inserts are 1.6 mm longer than GIP in the same pocket
NUT M E T R I C
55°
Dimensions Tough 1 Hard
SCREW
Designation CW RE RETOL (2) TPIX (3) TPIN (4) IC08 IC908
TIP 2WT-0.05 (1) 2.40 0.05 0.030 54.00 12.00 • •
TIP 4WT-0.15 (1) 4.00 0.15 0.030 19.00 7.00 • •
TIP 5WT-0.25 (1) 5.50 0.25 0.030 12.00 6.00 •
• Toolholder seat needs to be modified according to insert profile to ensure clearance
• Pitch max 0.187xD
• internal & external tolerance: B.S.84 medium class
• D-Diameter of thread (inch)
(1) TPIN(thread per inch minimum) = D/6.4
(2) Corner radius tolerance (+/-)
(3) Threads per inch maximum
(4) Threads per inch minimum
Tools: C#-GHDR/L • CGHN 26-M • CGHN 32-DGM • CGHN 32-M • CGHN-D • CGHN-DG • CGHN-S • CGPAD • CGPAD-JHP
• GHDR/L (short pocket) • GHDR/L-JHP (short pocket) • GHDR/L-JHP-MC (short pocket) • GHGR/L • GHMPR/L • GHMR/L • GHSR/L
• GHSR/L-JHP-SL • NQCH-GHSR/L-JHP
113