
Page 118 - THREADING CATALOG
P. 118
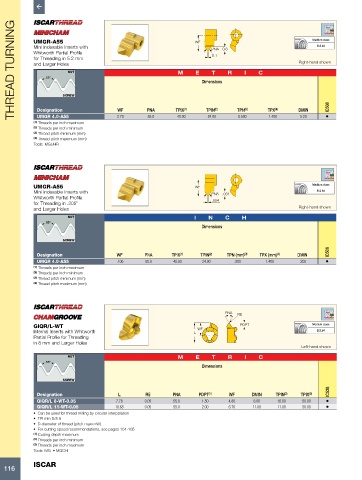
THREAD TURNING UMGR-A55 SCREW M WF Dimensions 0.8 R I C Right-hand shown
Medium class
B.S.84
Mini Indexable Inserts with
PNA
Whitworth Partial Profile
0.1
for Threading in 5.2 mm
and Larger Holes
E
T
NUT
55°
Designation
WF
UMGR 4.0-A55
24.00
40.00
55.0
0.500
1.400
5.20
(1) Threads per inch maximum 2.70 PNA TPIX (1) TPIN (2) TPN (3) TPX (4) DMIN • IC508
(2) Threads per inch minimum
(3) Thread pitch minimum (mm)
(4) Thread pitch maximum (mm)
Tools: MGUHR
UMGR-A55 WF Medium class
Mini Indexable Inserts with PNA .031 B.S.84
Whitworth Partial Profile .004
for Threading in .205"
and Larger Holes Right-hand shown
NUT I N C H
55°
Dimensions
SCREW
IC508
Designation WF PNA TPIX (1) TPIN (2) TPN (mm) (3) TPX (mm) (4) DMIN
UMGR 4.0-A55 .106 55.0 40.00 24.00 .500 1.400 .205 •
(1) Threads per inch maximum
(2) Threads per inch minimum
(3) Thread pitch minimum (mm)
(4) Thread pitch maximum (mm)
PNA RE
GIQR/L-WT PDPT Medium class
Internal Inserts with Whitworth L WF B.S.84
Partial Profile for Threading
in 8 mm and Larger Holes
Left-hand shown
NUT M E T R I C
55°
Dimensions
SCREW
IC528
Designation L RE PNA PDPT (1) WF DMIN TPIN (2) TPIX (3)
GIQR/L 8-WT-0.05 7.78 0.05 55.0 1.50 4.80 8.00 16.00 50.00 •
GIQR/L 11-WT-0.05 10.68 0.05 55.0 2.00 6.70 11.00 11.00 50.00 •
• Can be used for thread milling by circular interpolation
• TPI min D/5.9
• D-diameter of thread (pitch max<=W)
• For cutting speed recommendations, see pages 104-105
(1) Cutting depth maximum
(2) Threads per inch minimum
(3) Threads per inch maximum
Tools: MG • MGCH
ISCAR
116