
Page 112 - THREADING CATALOG
P. 112
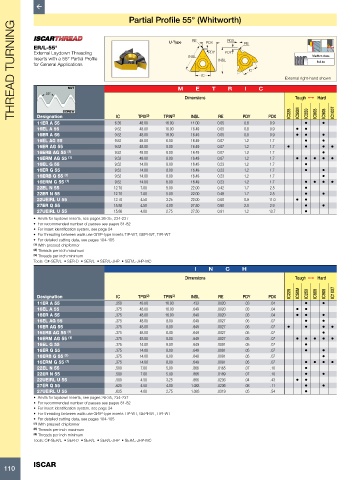
Partial Profile 55° (Whitworth) RE
THREAD TURNING ER/L-55° NUT M INSL E IC PDY INSL PDY I IC C External right-hand shown
RE
PDX
U-Type
PDX
External Laydown Threading
Medium class
Inserts with a 55° Partial Profile
B.S.84
for General Applications
T
R
55°
IC50M
IC250
IC808
INSL
RE
IC
Designation
•
•
11ER A 55 SCREW 6.35 TPIX (2) TPIN (3) Dimensions 0.05 PDY PDX IC228 Tough 1 Hard IC908 IC1007
16.00
11.00
48.00
0.9
0.8
16EL A 55 9.52 48.00 16.00 16.49 0.05 0.8 0.9 • •
16ER A 55 9.52 48.00 16.00 16.49 0.05 0.8 0.9 • • •
16EL AG 55 9.52 48.00 8.00 16.49 0.07 1.2 1.7 • •
16ER AG 55 9.52 48.00 8.00 16.49 0.07 1.2 1.7 • • • •
16ERB AG 55 (1) 9.52 48.00 8.00 16.49 0.07 1.2 1.7 •
16ERM AG 55 (1) 9.52 48.00 8.00 16.49 0.07 1.2 1.7 • • • • •
16EL G 55 9.52 14.00 8.00 16.49 0.23 1.2 1.7 •
16ER G 55 9.52 14.00 8.00 16.49 0.23 1.2 1.7 • •
16ERB G 55 (1) 9.52 14.00 8.00 16.49 0.23 1.2 1.7 •
16ERM G 55 (1) 9.52 14.00 8.00 16.49 0.23 1.2 1.7 • • • •
22EL N 55 12.70 7.00 5.00 22.00 0.42 1.7 2.5 •
22ER N 55 12.70 7.00 5.00 22.00 0.48 1.7 2.5 • •
22UEIRL U 55 12.70 4.50 3.25 22.00 0.60 0.9 11.0 • •
27ER Q 55 15.88 4.50 4.00 27.50 0.60 2.0 2.9 • •
27UEIRL U 55 15.88 4.00 2.75 27.50 0.81 1.2 13.7 •
• Anvils for laydown inserts, see pages 26-35, 234-237
• For recommended number of passes see pages 81-82
• For insert identification system, see page 24
• For threading between walls use GRIP-type inserts TIP-WT, GEPI-WT, TIPI-WT
• For detailed cutting data, see pages 104-105
(1) With pressed chipformer
(2) Threads per inch maximum
(3) Threads per inch minimum
Tools: C#-SER/L • SER-D • SER/L • SER/L-JHP • SER/L-JHP-MC
I N C H
Dimensions Tough 1 Hard
IC228 IC50M IC250 IC808 IC908 IC1007
Designation IC TPIX (2) TPIN (3) INSL RE PDY PDX
11ER A 55 .250 48.00 16.00 .433 .0020 .03 .04 • •
16EL A 55 .375 48.00 16.00 .649 .0020 .03 .04 • •
16ER A 55 .375 48.00 16.00 .649 .0020 .03 .04 • • •
16EL AG 55 .375 48.00 8.00 .649 .0027 .05 .07 • •
16ER AG 55 .375 48.00 8.00 .649 .0027 .05 .07 • • • •
16ERB AG 55 (1) .375 48.00 8.00 .649 .0027 .05 .07 •
16ERM AG 55 (1) .375 48.00 8.00 .649 .0027 .05 .07 • • • • •
16EL G 55 .375 14.00 8.00 .649 .0091 .05 .07 •
16ER G 55 .375 14.00 8.00 .649 .0091 .05 .07 • •
16ERB G 55 (1) .375 14.00 8.00 .649 .0091 .05 .07 •
16ERM G 55 (1) .375 14.00 8.00 .649 .0091 .05 .07 • • • •
22EL N 55 .500 7.00 5.00 .866 .0165 .07 .10 •
22ER N 55 .500 7.00 5.00 .866 .0189 .07 .10 • •
22UEIRL U 55 .500 4.50 3.25 .866 .0236 .04 .43 • •
27ER Q 55 .625 4.50 4.00 1.083 .0236 .08 .11 • •
27UEIRL U 55 .625 4.00 2.75 1.083 .0319 .05 .54 •
• Anvils for laydown inserts, see pages 26-35, 234-237
• For recommended number of passes see pages 81-82
• For insert identification system, see page 24
• For threading between walls use GRIP-type inserts TIP-WT, GEPI-WT, TIPI-WT
• For detailed cutting data, see pages 104-105
(1) With pressed chipformer
(2) Threads per inch maximum
(3) Threads per inch minimum
Tools: C#-SER/L • SER-D • SER/L • SER/L-JHP • SER/L-JHP-MC
ISCAR
110