
Page 85 - THREADING CATALOG
P. 85
USER GUIDE
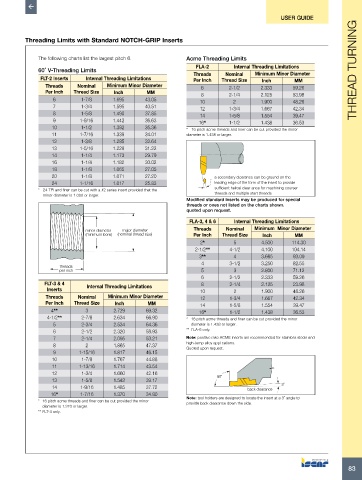
Threading Limits with Standard NOTCH-GRIP Inserts
The following charts list the largest pitch 6. Acme Threading Limits
FLA-2 Internal Threading Limitations
60˚ V-Threading Limits Threads Nominal Minimum Minor Diameter THREAD TURNING
FLT-2 Inserts Internal Threading Limitations Per Inch Thread Size Inch MM
Threads Nominal Minimum Minor Diameter 6 2-1/2 2.333 59.26
Per Inch Thread Size Inch MM 8 2-1/4 2.125 53.98
6 1-7/8 1.695 43.05 10 2 1.900 48.26
7 1-3/4 1.595 40.51 12 1-3/4 1.667 42.34
8 1-5/8 1.490 37.85 14 1-5/8 1.554 39.47
9 1-9/16 1.442 36.63 16* 1-1/2 1.438 36.53
10 1-1/2 1.392 35.36 * 16 pitch acme threads and finer can be cut provided the minor
11 1-7/16 1.339 34.01 diameter is 1.438 or larger.
12 1-3/8 1.285 32.64
13 1-5/16 1.229 31.22
14 1-1/4 1.173 29.79
16 1-1/4 1.182 30.02
18 1-1/8 1.065 27.05
20 1-1/8 1.071 27.20 a secondary clearance can be ground on the
24 1-1/16 1.017 25.83 leading edge of the form of the insert to provide
sufficient helical clear ance for machining courser
* 24 TPI and finer can be cut with a #2 series insert provided that the
minor diameter is 1.000 or larger. threads and multiple start threads
Modified standard inserts may be produced for special
threads or ones not listed on the charts shown.
quoted upon request.
FLA-3, 4 & 6 Internal Threading Limitations
minor diameter major diameter Threads Nominal Minimum Minor Diameter
(minimum bore) (nominal thread size) Per Inch Thread Size Inch MM
2* 5 4.500 114.30
2-1/2** 4-1/2 4.100 104.14
3** 4 3.665 93.09
4 3-1/2 3.250 82.55
threads
per inch 5 3 2.800 71.12
6 2-1/2 2.333 59.26
FLT-3 & 4 Internal Threading Limitations 8 2-1/4 2.125 23.98
Inserts 10 2 1.900 48.26
Threads Nominal Minimum Minor Diameter 12 1-3/4 1.667 42.34
Per Inch Thread Size Inch MM 14 1-5/8 1.554 39.47
4** 3 2.729 69.32 16* 1-1/2 1.438 36.53
4-1/2** 2-7/8 2.634 66.90 * 16 pitch acme threads and finer can be cut provided the minor
5 2-3/4 2.534 64.36 diameter is 1.438 or larger.
6 2-1/2 2.320 58.93 ** FLA-6 only.
7 2-1/4 2.095 53.21 Note: positive rake ACME inserts are recommended for stainless steels and
8 2 1.865 47.37 high-temp alloy appl cations.
Quoted upon request.
9 1-15/16 1.817 46.15
10 1-7/8 1.767 44.88
11 1-13/16 1.714 43.54
12 1-3/4 1.660 42.16 90˚
13 1-5/8 1.542 39.17
14 1-9/16 1.485 37.72 back clearance 3˚
16* 1-7/16 1.370 34.80
Note: tool holders are designed to locate the insert at a 3˚ angle to
* 16 pitch acme threads and finer can be cut provided the minor provide back clearance down the side.
diameter is 1.370 or larger.
** FLT-4 only.
83