
Page 249 - THREADING CATALOG
P. 249
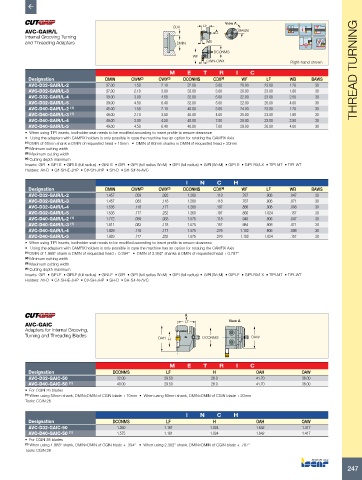
LF View A
AVC-GAIR/L CDX A BAWS
Internal Grooving Turning
and Threading Adapters DMIN WB
DCONMS
WF
CWN-CWX Right-hand shown
M E T R I C THREAD TURNING
Designation DMIN CWN (2) CWX (3) DCONMS CDX (4) WF LF WB BAWS
AVC-D32-GAIR/L-2 37.00 1.50 2.10 32.00 3.00 20.00 23.00 1.20 30
AVC-D32-GAIR/L-3 37.00 2.10 3.00 32.00 3.00 20.00 23.00 1.80 30
AVC-D32-GAIR/L-4 39.00 3.00 4.50 32.00 5.00 22.00 23.00 2.50 30
AVC-D32-GAIR/L-5 39.00 4.50 6.40 32.00 5.00 22.00 26.00 4.00 30
AVC-D40-GAIR/L-2 (1) 45.00 1.50 2.10 40.00 3.00 24.00 23.00 1.20 30
AVC-D40-GAIR/L-3 (1) 46.00 2.10 3.00 40.00 4.00 25.00 23.00 1.80 30
AVC-D40-GAIR/L-4 49.00 3.00 4.50 40.00 7.00 28.00 23.00 2.50 30
AVC-D40-GAIR/L-5 49.00 4.50 6.40 40.00 7.00 28.00 26.00 4.00 30
• When using TIPI inserts, toolholder seat needs to be modified according to insert profile to ensure clearance
• Using the adapters with CAMFIX holders is only possible in case the machine has an option for rotating the CAMFIX Axis
(1) DMIN of 50mm shank is DMIN of requested head + 10mm • DMIN of 60mm shanks is DMIN of requested head + 20mm
(2) Minimum cutting width
(3) Maximum cutting width
(4) Cutting depth maximum
Inserts: GIFI • GIFI-E • GIFI-E (full radius) • GINI-E • GIPI • GIPI (full radius W<M) • GIPI (full radius) • GIPI (W<M) • GIPI-E • GIPI-RX/LX • TIPI-MT • TIPI-WT
Holders: AV-D • C#-SH-E-JHP • C#-SH-JHP • SH-D • SH-S#-N-AVC
I N C H
Designation DMIN CWN (2) CWX (3) DCONMS CDX (4) WF LF WB BAWS
AVC-D32-GAIR/L-2 1.457 .059 .083 1.260 .118 .787 .906 .047 30
AVC-D32-GAIR/L-3 1.457 .083 .118 1.260 .118 .787 .906 .071 30
AVC-D32-GAIR/L-4 1.535 .118 .177 1.260 .197 .866 .906 .098 30
AVC-D32-GAIR/L-5 1.535 .177 .252 1.260 .197 .866 1.024 .157 30
AVC-D40-GAIR/L-2 (1) 1.772 .059 .083 1.575 .118 .945 .906 .047 30
AVC-D40-GAIR/L-3 (1) 1.811 .083 .118 1.575 .157 .984 .906 .071 30
AVC-D40-GAIR/L-4 1.929 .118 .177 1.575 .276 1.102 .906 .098 30
AVC-D40-GAIR/L-5 1.929 .177 .252 1.575 .276 1.102 1.024 .157 30
• When using TIPI inserts, toolholder seat needs to be modified according to insert profile to ensure clearance
• Using the adapters with CAMFIX holders is only possible in case the machine has an option for rotating the CAMFIX Axis
(1) DMIN of 1.968" shank is DMIN of requested head + 0.394" • DMIN of 2.362" shanks is DMIN of requested head + 0.787"
(2) Minimum cutting width
(3) Maximum cutting width
(4) Cutting depth maximum
Inserts: GIFI • GIFI-E • GIFI-E (full radius) • GINI-E • GIPI • GIPI (full radius W<M) • GIPI (full radius) • GIPI (W<M) • GIPI-E • GIPI-RX/LX • TIPI-MT • TIPI-WT
Holders: AV-D • C#-SH-E-JHP • C#-SH-JHP • SH-D • SH-S#-N-AVC
A
AVC-GAIC LF View A
Adapters for Internal Grooving,
Turning and Threading Blades OAW
OAH H DCONMS
M E T R I C
Designation DCONMS LF H OAH OAW
AVC-D32-GAIC-50 32.00 29.50 26.0 41.70 36.00
AVC-D40-GAIC-50 (1) 40.00 29.50 26.0 41.70 36.00
• For CGIN 26 blades
(1) When using 50mm shank, DMIN=DMIN of CGIN blade + 10mm • When using 60mm shank, DMIN=DMIN of CGIN blade + 20mm
Tools: CGIN 26
I N C H
Designation DCONMS LF H OAH OAW
AVC-D32-GAIC-50 1.260 1.161 1.024 1.642 1.417
AVC-D40-GAIC-50 (1) 1.575 1.161 1.024 1.642 1.417
• For CGIN 26 blades
(1) When using 1.968" shank, DMIN=DMIN of CGIN blade + .394" • When using 2.362" shank, DMIN=DMIN of CGIN blade + .787"
Tools: CGIN 26
247