
Page 20 - machining_titanium_05_2019
P. 20
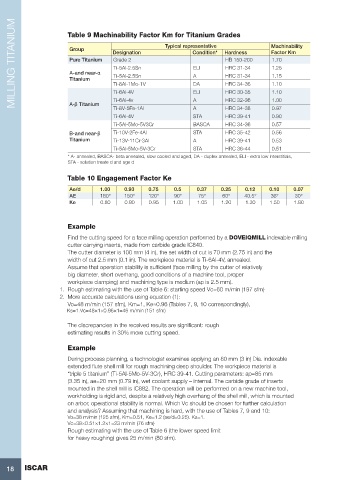
MILLING TITANIUM Table 9 Machinability Factor Km for Titanium Grades Machinability
Typical representative
Group
Factor Km
Hardness
Designation
Condition*
HB 150-200
Pure Titanium
1.70
Grade 2
ELI
HRC 31-34
1.25
Ti-5Al-2.5Sn
Α-and near-α
A
HRC 31-34
Ti-5Al-2.5Sn
1.15
Titanium
Ti-8Al-1Mo-1V
HRC 34-36
1.10
DA
Ti-6Al-4V
A
1.00
HRC 32-36
Ti-6Al-4v
Α-β Titanium
HRC 34-38
A
Ti-8V-5Fe-1Al
0.97
0.90
Ti-6Al-4V ELI HRC 30-35 1.10
STA
HRC 39-41
Ti-5Al-5Mo-5V3Cr BASCA HRC 34-36 0.57
Β-and near-β Ti-10V-2Fe-4Al STA HRC 35-42 0.56
Titanium Ti-13V-11Cr-3Al A HRC 39-41 0.53
Ti-5Al-5Mo-5V-3Cr STA HRC 36-44 0.51
* A- annealed, BASCA- beta annealed, slow cooled and aged, DA - duplex annealed, ELI - extra low interstitials,
STA - solution treate d and age d
Table 10 Engagement Factor Ke
Ae/d 1.00 0.93 0.75 0.5 0.37 0.25 0.12 0.10 0.07
AE 180° 150° 120° 90° 75° 60° 40.5° 36° 30°
Ke 0.80 0.90 0.95 1.00 1.05 1.20 1.30 1.50 1.80
Example
Find the cutting speed for a face milling operation performed by a DOVEIQMILL indexable milling
cutter carrying inserts, made from carbide grade IC840.
The cutter diameter is 100 mm (4 in), the set width of cut is 70 mm (2.75 in) and the
width of cut 2.5 mm (0.1 in). The workpiece material is Ti-6Al-4V, annealed.
Assume that operation stability is sufficient (face milling by the cutter of relatively
big diameter, short overhang, good conditions of a machine tool, proper
workpiece clamping) and machining type is medium (ap is 2.5 mm).
1. Rough estimating with the use of Table 6: starting speed Vc=60 m/min (197 sfm)
2. More accurate calculations using equation (1):
Vo=48 m/min (157 sfm), Km=1, Ke≈0.96 (Tables 7, 9, 10 correspondingly),
Ks=1.Vc=48×1×0.96×1=46 m/min (151 sfm)
The discrepancies in the received results are significant: rough
estimating results in 30% more cutting speed.
Example
During process planning, a technologist examines applying an 80 mm (3 in) Dia. indexable
extended flute shell mill for rough machining deep shoulder. The workpiece material is
“triple 5 titanium” (Ti-5Al-5Mo-5V-3Cr), HRC 39-41. Cutting parameters: ap=85 mm
(3.35 in), ae=20 mm (0.79 in), wet coolant supply – internal. The carbide grade of inserts
mounted in the shell mill is IC882. The operation will be performed on a new machine tool,
workholding is rigid and, despite a relatively high overhang of the shell mill, which is mounted
on arbor, operational stability is normal. Which Vc should be chosen for further calculation
and analysis? Assuming that machining is hard, with the use of Tables 7, 9 and 10:
Vo=38 m/min (125 sfm), Km=0.51, Ke=1.2 (ae/d=0.25). Ks=1.
Vc=38×0.51×1.2×1=23 m/min (76 sfm)
Rough estimating with the use of Table 6 (the lower speed limit
for heavy roughing) gives 25 m/min (80 sfm).
18 ISCAR