
Page 19 - machining_titanium_05_2019
P. 19
Cutting in unfavorable or unstable conditions? Heavy or heavy-duty machining?
“Cutting in unfavorable or unstable conditions” – which is correct? The meaning of these two
definitions is confusing sometimes. “Unfavorable conditions” relate to the following cases of
cutting: skinned workpiece, variable machining allowance (material to be removed) that leads
to changing the depth of cut, significant impact load, surfaces with high-abrasive inclusions, MILLING TITANIUM
chatter. “Unstable conditions” characterize low stability of a complete system (machine tool,
workpiece holding fixture, cutting tool, workpiece) caused by poor tool and/or workpiece
holding, non-rigid machine tool, high tool overhang, thin-walled workpiece, etc. Despite the
gap in definitions, the conditions are in a cause-and-effect relationship: for example, low
technological rigidity contributes to increased vibrations and thus worsens cutting conditions.
Therefore, in some instances the above definitions are considered as synonyms.
Regarding heavy and heavy-duty machining. “Heavy-duty” means significant mechanical
and thermal loading of the technological system and its separate components, including the
cutting tool, due to removing considerable allowance, extreme cutting data, etc. “Heavy” is
used with respect to machining large-sized heavy-weight parts on powerful heavy machine
tools. So, “heavy-duty” specifies the mode of machining, a degree of loading the tool;
and “heavy” is used more to define dimensions of the machined parts and metal cutting
tools. Note that a small-size cutting tool can work in heavy-duty cycles under extremely
high load and that producing large parts may require applying the small tool as well.
A “golden rule” for manufacturer engineer, process planner and machinist says: “Avoid
heavy-duty machining in unfavorable conditions especially if your technological system is
unstable!” This holds for all metalworking branches and among them heavy industry.
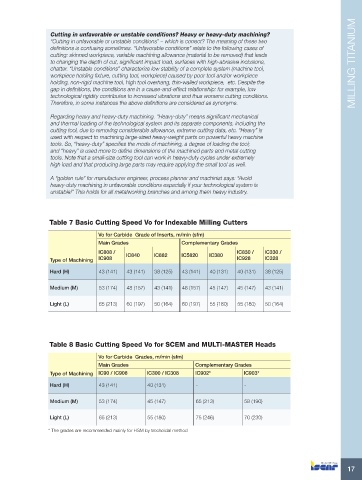
Table 7 Basic Cutting Speed Vo for Indexable Milling Cutters
Vo for Carbide Grade of Inserts, m/min (sfm)
Main Grades Complementary Grades
IC808 / IC840 IC882 IC5820 IC380 IC830 / IC330 /
Type of Machining IC908 IC928 IC328
Hard (H) 43 (141) 43 (141) 38 (125) 43 (141) 40 (131) 40 (131) 38 (125)
Medium (M) 53 (174) 48 (157) 43 (141) 48 (157) 45 (147) 45 (147) 43 (141)
Light (L) 65 (213) 60 (197) 50 (164) 60 (197) 55 (180) 55 (180) 50 (164)
Table 8 Basic Cutting Speed Vo for SCEM and MULTI-MASTER Heads
Vo for Carbide Grades, m/min (sfm)
Main Grades Complementary Grades
Type of Machining IC90 / IC908 IC300 / IC308 IC902* IC903*
Hard (H) 43 (141) 40 (131) - -
Medium (M) 53 (174) 45 (147) 65 (213) 58 (190)
Light (L) 65 (213) 55 (180) 75 (246) 70 (230)
* The grades are recommended mainly for HSM by trochoidal method
17