
Page 83 - ISCAR FACE GROOVING LINES
P. 83
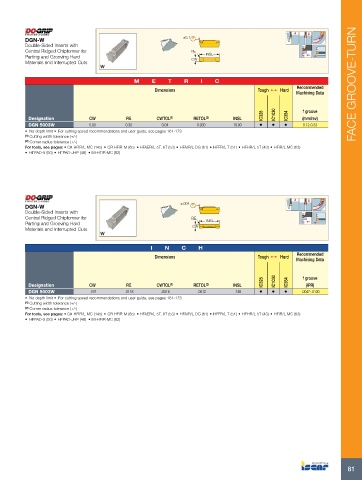
DGN-W ±0.1 IC328
Double-Sided Inserts with IC1030
Central Ridged Chipformer for RE INSL IC354
Parting and Grooving Hard CW
Materials and Interrupted Cuts FACE GROOVE-TURN
METRIC Tough 1 Hard Recommended
Dimensions Machining Data
f groove
Designation CW RE CWTOL(1) RETOL(2) INSL ••• (mm/rev)
DGN 5003W
5.00 0.30 0.04 0.030 19.00 0.12-0.33
• No depth limit • For cutting speed recommendations and user guide, see pages 161-173
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
For tools, see pages: • C#-HFIR/L-MC (145) • CR HFIR-M (65) • HFAER/L-5T, 6T (53) • HFAIR/L-DG (61) • HFFR/L-T (51) • HFHR/L-5T (43) • HFIR/L-MC (63)
• HFPAD-5 (50) • HFPAD-JHP (48) • IM-HFIR-MC (62)
DGN-W ±.004
Double-Sided Inserts with
Central Ridged Chipformer for RE INSL
Parting and Grooving Hard CW
Materials and Interrupted Cuts
INC H
Dimensions
Tough 1 Hard Recommended
Machining Data
IC328 f groove
IC1030
Designation CW RE CWTOL(1) RETOL(2) INSL IC354 (IPR)
DGN 5003W
.197 .0118 .0016 .0012 .748 ••• .0047-.0130
• No depth limit • For cutting speed recommendations and user guide, see pages 161-173
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
For tools, see pages: • C#-HFIR/L-MC (145) • CR HFIR-M (65) • HFAER/L-5T, 6T (53) • HFAIR/L-DG (61) • HFFR/L-T (51) • HFHR/L-5T (43) • HFIR/L-MC (63)
• HFPAD-5 (50) • HFPAD-JHP (48) • IM-HFIR-MC (62)
81