
Page 81 - ISCAR FACE GROOVING LINES
P. 81
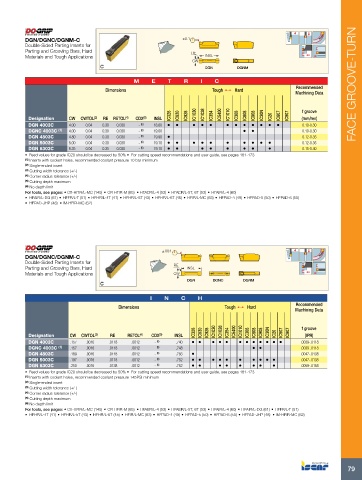
DGN/DGNC/DGNM-C IC328±0.1
Double-Sided Parting Inserts for IC830
Parting and Grooving Bars, Hard IC928RE INSL
Materials and Tough Applications IC1030CW
IC1028
IC354DGNDGNM
IC5400
METRIC IC1010
IC308
Dimensions IC808Tough 1 Hard Recommended
IC908 Machining Data
IC30N
IC20 f groove
IC807
Designation CW CWTOL(3) RE RETOL(4) CDX(5) INSL IC907•••(mm/rev)
•••
DGN 4003C 4.00 0.04 0.30 0.030 - (6) 18.80 • • FACE GROOVE-TURN 0.10-0.30
DGNC 4003C (1) 4.00 0.04 0.30 0.030 - (6) •• ••••••• 0.10-0.30
DGN 4803C 4.80 0.04 0.30 0.030 - (6) 19.00 •• 0.12-0.35
DGN 5003C 5.00 0.04 0.30 0.030 - (6) 0.12-0.35
DGN 6303C 6.35 0.04 0.35 0.030 - (6) 19.90 • • •••• 0.15-0.40
19.10 • • • •• •
19.10 • •
• Feed values for grade IC20 should be decreased by 50% • For cutting speed recommendations and user guide, see pages 161-173
(1) Inserts with coolant holes, recommended coolant pressure 10 bar minimum
(2) Single-ended insert
(3) Cutting width tolerance (+/-)
(4) Corner radius tolerance (+/-)
(5) Cutting depth maximum
(6) No depth limit
For tools, see pages: • C#-HFIR/L-MC (145) • CR HFIR-M (65) • HFAER/L-4 (53) • HFAER/L-5T, 6T (53) • HFAIR/L-4 (60)
• HFAIR/L-DG (61) • HFFR/L-T (51) • HFHR/L-4T (41) • HFHR/L-5T (43) • HFHR/L-6T (45) • HFIR/L-MC (63) • HFPAD-4 (49) • HFPAD-5 (50) • HFPAD-6 (50)
• HFPAD-JHP (48) • IM-HFIR-MC (62)
DGN/DGNC/DGNM-C ±.004
Double-Sided Parting Inserts for
Parting and Grooving Bars, Hard RE INSL
Materials and Tough Applications CW
DGN DGNC DGNM
INCH Tough 1 Hard Recommended
Dimensions Machining Data
IC328 f groove
IC830
CW CWTOL(3) RE RETOL(4) CDX(5) IC928 (IPR)
IC1030
.157 .0016 .0118 .0012 - (6) IC1028 .0039-.0118
.157 .0016 .0118 .0012 - (6) IC354 .0039-.0118
.189 .0016 .0118 .0012 - (6) IC5400 .0047-.0138
.197 .0016 .0118 .0012 - (6) IC1010 .0047-.0138
.250 .0016 .0138 .0012 - (6) IC308 .0059-.0158
IC808
IC908
IC30N
IC20
IC807
IC907
Designation INSL
••• •••••••
DGN 4003C .740 • • ••• ••
DGNC 4003C (1)
DGN 4803C .748 •• • ••••
DGN 5003C • •• •
DGN 6303C .783 •
.752 • •
.752 • •
• Feed values for grade IC20 should be decreased by 50% • For cutting speed recommendations and user guide, see pages 161-173
(1) Inserts with coolant holes, recommended coolant pressure 145PSI minimum
(2) Single-ended insert
(3) Cutting width tolerance (+/-)
(4) Corner radius tolerance (+/-)
(5) Cutting depth maximum
(6) No depth limit
For tools, see pages: • C#-HFIR/L-MC (145) • CR HFIR-M (65) • HFAER/L-4 (53) • HFAER/L-5T, 6T (53) • HFAIR/L-4 (60) • HFAIR/L-DG (61) • HFFR/L-T (51)
• HFHR/L-4T (41) • HFHR/L-5T (43) • HFHR/L-6T (45) • HFIR/L-MC (63) • HFPAD-4 (49) • HFPAD-5 (50) • HFPAD-6 (50) • HFPAD-JHP (48) • IM-HFIR-MC (62)
79