
Page 116 - -MILLING-CATALOG-RUS-2021-p187-318-Russian
P. 116
Фрезы для обработки с большой подачей
DRVS
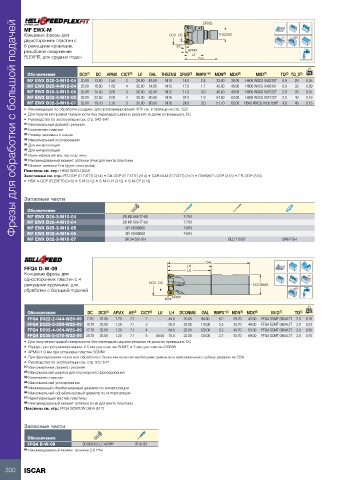
MF EWX-M
Концевые фрезы для DCX DC THSZMS
двухсторонних пластин с Rd°
6 режущими кромками, 30°
резьбовое соединение APMX
FLEXFIT, для средних подач LF OAL
Обозначение DCX (1) DC APMX CICT (2) LF OAL THSZMS DRVS (3) RMPX° (4) MDN (5) MDX (6) MIID (7) TQ (8) TQ_3 (9) kg
MF EWX D20-3-M10-04 20.00 13.00 1.50 3 28.00 48.00 M10 14.0 2.4 33.00 39.00 H600 WXCU 040310T 0.9 29 0.05
MF EWX D25-4-M12-04 25.00 18.00 1.50 4 32.00 54.00 M12 17.0 1.7 43.00 49.00 H600 WXCU 040310T 0.9 33 0.09
MF EWX D25-3-M12-05 25.00 15.50 2.00 3 30.00 52.00 M12 17.0 3.0 40.50 49.00 H600 WXCU 05T312T 2.0 33 0.07
MF EWX D32-4-M16-05 32.00 22.50 2.00 4 35.00 60.00 M16 24.0 1.9 54.50 63.00 H600 WXCU 05T312T 2.0 40 0.16
MF EWX D32-3-M16-07 32.00 19.70 2.70 3 35.00 60.00 M16 24.0 3.0 51.70 63.00 H600 WXCU 070515HP 4.8 40 0.15
• Рекомендации по обработке и радиус для программирования ЧПУ см. в таблице на стр. 522
• Для получения прямой поверхности без перепадов ширина резания не должна превышать DC
• Руководство по эксплуатации см. стр. 542-547
(1) Максимальный диаметр резания
(2) Количество пластин
(3) Размер зажимного ключа
(4) Максимальный угол врезания
(5) Для интерполяции
(6) Для интерполяции
(7) Идентификация мастер-пластины
(8) Рекомендованный момент затяжки (Н·м) для винта пластины
(9) Момент затяжки Н·м (фунт-сила·дюйм)
Пластины см. стр.: H600 WXCU (522)
Хвостовики см. стр.: BT-ODP (FLEXFIT) (314) • C#-ODP (FLEXFIT) (314) • CAB M-M (FLEXFIT) (312) • DIN69871-ODP (315) • ER-ODP (315)
• HSK A-ODP (FLEXFIT) (316) • S M (312) • S M-C-H (312) • S M-CF (313)
Запасные части
Обозначение
MF EWX D20-3-M10-04 SR M2.5X6-T7-60 T-7/51
MF EWX D25-4-M12-04 SR M2.5X6-T7-60 T-7/51
MF EWX D25-3-M12-05 SR 10508600 T-9/51
MF EWX D32-4-M16-05 SR 10508600 T-9/51
MF EWX D32-3-M16-07 SR 34-535-SN BLD T15/S7 SW6-T-SH
OAL
LH
FFQ4 D-W-09 LU
Концевые фрезы для Rd°
односторонних пластин с 4
режущими кромками, для DCX DC DCONMS
обработки с большой подачей
APMX
Обозначение DC DCX (1) APMX AE (2) CICT (3) LU LH DCONMS OAL RMPX° (4) MDN (5) MDX (6) MIID (7) TQ (8) kg
FFQ4 D022-2-044-W20-09 7.70 22.00 1.20 7.1 2 - 44.0 20.00 94.00 8.2 29.70 43.00 FFQ4 SOMT 090412T 2.0 0.19
FFQ4 D025-3-050-W25-09 10.70 25.00 1.20 7.1 3 - 50.0 25.00 110.00 5.5 35.70 49.00 FFQ4 SOMT 090412T 2.0 0.25
FFQ4 D032-4-064-W25-09 17.70 32.00 1.20 7.1 4 - 64.0 25.00 120.00 3.2 49.70 63.00 FFQ4 SOMT 090412T 2.0 0.50
FFQ4 D035-5-070-W32-09 20.70 35.00 1.20 7.1 5 68.50 70.0 32.00 130.00 2.7 55.70 69.00 FFQ4 SOMT 090412T 2.0 0.70
• Для получения прямой поверхности без перепадов ширина резания не должна превышать DC
• Радиус для программирования: 2.5 мм для пластин SOMT, и 3 мм для пластин SOMW
• APMX=1.0 мм при установке пластин SOMW
• При фрезеровании пазов или обработке с большим вылетом необходимо уменьшить максимальную глубину резания на 50%
• Руководство по эксплуатации см. стр. 542-547
(1) Максимальный диаметр резания
(2) Максимальная ширина для плунжерного фрезерования
(3) Количество пластин
(4) Максимальный угол врезания
(5) Минимальный обрабатываемый диаметр по интерполяции
(6) Максимальный обрабатываемый диаметр по интерполяции
(7) Идентификация мастер-пластины
(8) Рекомендованный момент затяжки (Н·м) для винта пластины
Пластины см. стр.: FFQ4 SOMT/W 0904 (517)
Запасные части
Обозначение
FFQ4 D-W-09 SR M3X0.5-L7.4 IP9 (a) IP-9/151
(a) Рекомендованный момент затяжки:2.0 Н*м
300 ISCAR