
Page 115 - -MILLING-CATALOG-RUS-2021-p187-318-Russian
P. 115
DRVS THSZMS
DC DCONMS
DCX
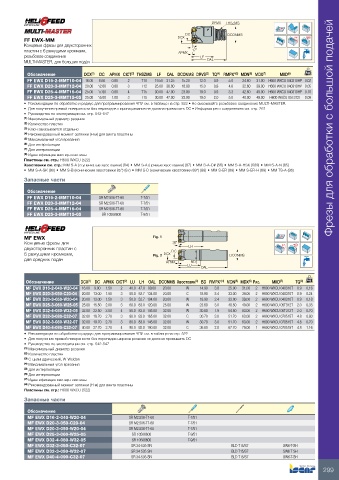
FF EWX-MM Rd°
Концевые фрезы для двухсторонних
пластин с 6 режущими кромками, APMX 17˚
резьбовое соединение LF
MULTI-MASTER, для больших подач OAL
Обозначение DCX (1) DC APMX CICT (2) THSZMS LF OAL DCONMS DRVS (3) TQ (4) RMPX° (5) MDN (6) MDX (7) MIID (8) kg
FF EWX D16-2-MMT10-04 16.00 8.60 0.80 2 T10 19.50 31.25 15.20 12.0 0.9 5.0 24.60 31.00 H600 WXCU 040310HP 0.02
FF EWX D20-3-MMT12-04 20.00 12.60 0.80 3 T12 25.00 38.80 18.80 15.0 0.9 4.8 32.60 39.00 H600 WXCU 040310HP 0.05
FF EWX D25-4-MMT15-04 25.00 17.60 0.80 4 T15 30.00 47.00 23.90 19.0 0.9 3.3 42.60 49.00 H600 WXCU 040310HP 0.10
FF EWX D25-3-MMT15-05 25.00 15.00 1.00 3 T15 30.00 47.00 23.90 19.0 2.0 5.0 40.00 49.00 H600 WXCU 05T312T 0.09
• Рекомендации по обработке и радиус для программирования ЧПУ см. в таблице на стр. 522 • Не смазывайте резьбовое соединение MULTI-MASTER.
• Для получения прямой поверхности без перепадов ширина резания не должна превышать DC • Информация о соединениях см. стр. 261
• Руководство по эксплуатации см. стр. 542-547
(1) Максимальный диаметр резания
(2) Количество пластин
(3) Ключ заказывается отдельно Фрезы для обработки с большой подачей
(4) Рекомендованный момент затяжки (Н·м) для винта пластины
(5) Максимальный угол врезания
(6) Для интерполяции
(7) Для интерполяции
(8) Идентификация мастер-пластины
Пластины см. стр.: H600 WXCU (522)
Хвостовики см. стр.: MM S-A (ступенчатые хвостовики) (84) • MM S-A (прямые хвостовики) (87) • MM S-A-C# (86) • MM S-A-HSK (609) • MM S-A-N (85)
• MM S-A-SK (90) • MM S-B (конические хвостовики 85°) (87) • MM S-D (конические хвостовики 89°) (88) • MM S-ER (89) • MM S-ER-H (89) • MM TS-A (86)
Запасные части
Обозначение
FF EWX D16-2-MMT10-04 SR M2.5X6-T7-60 T-7/51
FF EWX D20-3-MMT12-04 SR M2.5X6-T7-60 T-7/51
FF EWX D25-4-MMT15-04 SR M2.5X6-T7-60 T-7/51
FF EWX D25-3-MMT15-05 SR 10508600 T-9/51
MF EWX Fig. 1
Концевые фрезы для 30° Rd°
двухсторонних пластин с LH
6 режущими кромками, Fig. 2 DCX DC DCONMS
для средних подач
APMX BD
LU
OAL
(6)
Обозначение DCX (1) DC APMX CICT (2) LU LH OAL DCONMS Хвостовик (3) BD RMPX° (4) MDN (5) MDX Рис. MIID (7) TQ (8) kg
MF EWX D16-2-040-W20-04 16.00 9.00 1.50 2 40.0 47.0 99.00 20.00 W 14.90 3.8 25.00 31.00 2 H600 WXCU 040310T 0.9 0.16
MF EWX D20-3-050-C20-04 20.00 13.00 1.50 3 50.0 52.7 134.00 20.00 C 18.90 2.4 33.00 39.00 2 H600 WXCU 040310T 0.9 0.24
MF EWX D20-3-050-W20-04 20.00 13.00 1.50 3 50.0 52.7 104.00 20.00 W 18.90 2.4 33.00 39.00 2 H600 WXCU 040310T 0.9 0.18
MF EWX D25-3-060-W25-05 25.00 15.50 2.00 3 60.0 63.0 120.00 25.00 W 23.60 3.0 40.50 49.00 2 H600 WXCU 05T312T 2.0 0.33
MF EWX D32-4-080-W32-05 32.00 22.50 2.00 4 80.0 83.0 145.00 32.00 W 30.60 1.9 54.50 63.00 2 H600 WXCU 05T312T 2.0 0.70
MF EWX D32-3-080-C32-07 32.00 19.70 2.70 3 80.0 83.0 165.00 32.00 C 30.70 3.0 51.70 63.00 2 H600 WXCU 070515T 4.8 0.80
MF EWX D32-3-080-W32-07 32.00 19.70 2.70 3 80.0 83.0 145.00 32.00 W 30.70 3.0 51.70 63.00 2 H600 WXCU 070515T 4.8 0.70
MF EWX D40-4-090-C32-07 40.00 27.70 2.70 4 90.0 92.0 190.00 32.00 C 36.80 2.0 67.70 79.00 1 H600 WXCU 070515T 4.8 1.16
• Рекомендации по обработке и радиус для программирования ЧПУ см. в таблице на стр. 522
• Для получения прямой поверхности без перепадов ширина резания не должна превышать DC
• Руководство по эксплуатации см. стр. 542-547
(1) Максимальный диаметр резания
(2) Количество пластин
(3) C-цилиндрический, W-Weldon
(4) Максимальный угол врезания
(5) Для интерполяции
(6) Для интерполяции
(7) Идентификация мастер-пластины
(8) Рекомендованный момент затяжки (Н·м) для винта пластины
Пластины см. стр.: H600 WXCU (522)
Запасные части
Обозначение
MF EWX D16-2-040-W20-04 SR M2.5X6-T7-60 T-7/51
MF EWX D20-3-050-C20-04 SR M2.5X6-T7-60 T-7/51
MF EWX D20-3-050-W20-04 SR M2.5X6-T7-60 T-7/51
MF EWX D25-3-060-W25-05 SR 10508600 T-9/51
MF EWX D32-4-080-W32-05 SR 10508600 T-9/51
MF EWX D32-3-080-C32-07 SR 34-535-SN BLD T15/S7 SW6-T-SH
MF EWX D32-3-080-W32-07 SR 34-535-SN BLD T15/S7 SW6-T-SH
MF EWX D40-4-090-C32-07 SR 34-535-SN BLD T15/S7 SW6-T-SH
299