
Page 43 - machining_titanium_rus_metric
P. 43
Твердые сплавы
Для HFM нужен прочный твердый сплав. IC882 – первый выбор для такой операции,
а IC330, IC328, и IC840 – дополнительные сплавы. Монолитные фрезы FF изготавливаются
из сплавов IC903 и IC902, а головки FF MULTI-MASTER – из IC903 и IC908.
Начальные режимы резания ФРЕЗЕРОВАНИЕ ТИТАНА
Начальная скорость резания Vc может быть получена из уравнения (1), где базовая
скорость резания и коэффициенты, используемые в уравнении, указаны в таблицах
7-10. Базовую скорость резания Vo необходимо выбирать для средней (M) обработки.
Как и в предыдущих случаях коэффициент стабильности Ks равен 1 при нормальной
стабильности и 0.-0.8 при нестабильных условиях обработки.
Примечание. При фрезеровании полостей и карманов во многих случаях фреза FF начинает обработку с врезания
под углом (с AE=180°) и продолжает фрезеровать уступ. Для приблизительного расчета Vc достаточно упростить
уравнение (1), установив коэффициент перекрытия Ke равным 1.
Начальная подача на зуб fz для фрез FF со сменными пластинами определяется уравнением (5):
fz=fzo×Ks
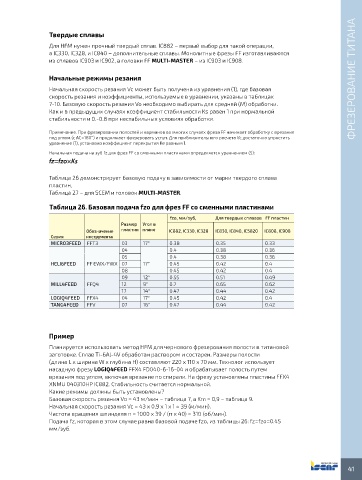
Таблица 26 демонстрирует базовую подачу в зависимости от марки твердого сплава
пластин,
Таблица 27 – для SCEM и головок MULTI-MASTER.
Таблица 26. Базовая подача fzo для фрез FF со сменными пластинами
fzo, мм/зуб, Для твердых сплавов FF пластин
Размер Угол в
Обозначение пластин плане IC882, IC330, IC328 IC830, IC840, IC5820 IC808, IC908
Серия инструмента
MICRO3FEED FFT3 03 17° 0.38 0.35 0.33
04 0.4 0.38 0.36
05 0.4 0.38 0.36
HELI6FEED FF EWX/FWX 07 17° 0.45 0.42 0.4
08 0.45 0.42 0.4
09 12° 0.55 0.51 0.49
MILL4FEED FFQ4 12 9° 0.7 0.65 0.62
17 14° 0.47 0.44 0.42
LOGIQ4FEED FFX4 04 17° 0.45 0.42 0.4
TANG4FEED FFV 07 16° 0.47 0.44 0.42
Пример
Планируется использовать метод HFM для чернового фрезерования полости в титановой
заготовке. Сплав Ti-6Al-4V обработан раствором и состарен. Размеры полости
(длина L х ширина W х глубина H) составляют 220 х 110 х 70 мм. Технолог использует
насадную фрезу LOGIQ4FEED FFX4 FD040-6-16-04 и обрабатывает полость путем
врезания под углом, включая врезание по спирали. На фрезу установлены пластины FFX4
XNMU 040310HP IC882. Стабильность считается нормальной.
Какие режимы должны быть установлены?
Базовая скорость резания Vo = 43 м/мин – таблица 7, а Km = 0,9 – таблица 9.
Начальная скорость резания Vc = 43 x 0,9 x 1 x 1 ≈ 39 (м/мин).
Частота вращения шпинделя n = 1000 x 39 / (π x 40) = 310 (об/мин).
Подача fz, которая в этом случае равна базовой подаче fzo, из таблицы 26: fz=fzo=0.45
мм/зуб.
41