
Page 42 - machining_titanium_rus_metric
P. 42
ФРЕЗЕРОВАНИЕ ТИТАНА
Операции
Основные операции FF – это черновое фрезерование карманов и полостей,
предварительная обработка сложных поверхностей («фасонное фрезерование»)
и плоских поверхностей. Некоторые фрезы могут выполнять плунжерное фрезерование.
Фрезерование карманов и полостей – самая распространенная операция в обработке
титановых заготовок.
Тем не менее, стоит отметить, что во фрезеровании с быстрой подачей титан
не так популярен, как сталь. Причина – тепло. Толстая стружка затрудняет отвод тепла
из зоны резания. Кроме того, торцевые фрезы обычно отличаются относительно большим
диаметром, поэтому контакт пластины с обрабатываемым материалом значительно
дольше. Это приводит к усилению тепловой нагрузки на режущую кромку и уменьшению
стойкости инструмента.
С другой стороны применение фрез FF позволяет уменьшить изгибающую силу. Этот метод
рекомендуется для черновой обработки карманов и полостей,тонкостенных заготовок
и заготовок с недостаточной жесткостью.
Фрезерование плоскости с быстрой подачей
Изначально фрезы FF рассматривались главным образом для продуктивного чернового
фрезерования полостей и штампов для пресс-форм. Позднее обработка FF была
применена и для чистового фрезерования.
Чистовое фрезерование с быстрой подачей (или просто «FFF») стало еще одной областью
применения инструмента FF.
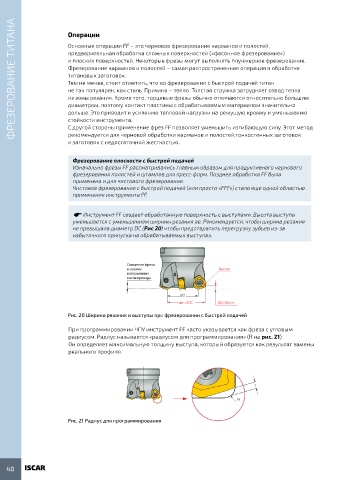
Инструмент FF создает обработанную поверхность с выступами. Высота выступа
уменьшается с уменьшением ширины резания ae. Рекомендуется, чтобы ширина резания
не превышала диаметр DC (Рис 20) чтобы предотвратить перегрузку зубьев из-за
избыточного припуска на обрабатываемых выступах.
DC
ae >DC ap>apmax
Рис. 20 Ширина резания и выступы при фрезеровании с быстрой подачей
При программировании ЧПУ инструмент FF часто указывается как фреза с угловым
радиусом. Радиус называется «радиусом для программирования» (R на рис. 21).
Он определяет максимальную толщину выступа, который образуется как результат замены
реального профиля.
t
R
Рис. 21 Радиус для программирования
40 ISCAR