
Page 20 - machining_titanium_rus_metric
P. 20
ФРЕЗЕРОВАНИЕ ТИТАНА
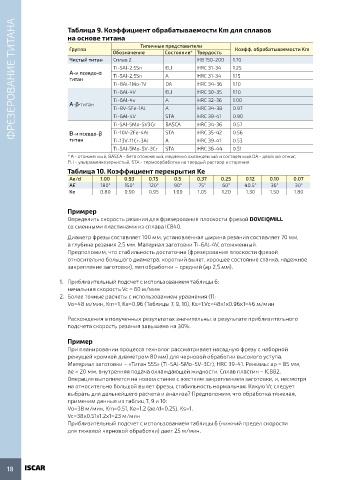
Таблица 9. Коэффициент обрабатываемости Km для сплавов
на основе титана
Типичные представители
Группа Коэфф. обрабатываемости Km
Обозначение Состояние* Твердость
Чистый титан Сплав 2 HB 150-200 1.70
Ti-5Al-2.5Sn ELI HRC 31-34 1.25
Α-и псевдо-α Ti-5Al-2.5Sn A HRC 31-34 1.15
титан
Ti-8Al-1Mo-1V DA HRC 34-36 1.10
Ti-6Al-4V ELI HRC 30-35 1.10
Ti-6Al-4v A HRC 32-36 1.00
Α-β-титан
Ti-8V-5Fe-1Al A HRC 34-38 0.97
Ti-6Al-4V STA HRC 39-41 0.90
Ti-5Al-5Mo-5V3Cr BASCA HRC 34-36 0.57
Β-и псевдо-β Ti-10V-2Fe-4Al STA HRC 35-42 0.56
титан Ti-13V-11Cr-3Al A HRC 39-41 0.53
Ti-5Al-5Mo-5V-3Cr STA HRC 36-44 0.51
* A - отожженный, BASCA - бета отожженый, медленно охлажденный и состаренный DA - двойной отжиг,
ELI - ультрамелкозернистый, STA - термоорбаботка на твердый раствор и старение
Таблица 10. Коэффициент перекрытия Ke
Ae/d 1.00 0.93 0.75 0.5 0.37 0.25 0.12 0.10 0.07
AE 180° 150° 120° 90° 75° 60° 40.5° 36° 30°
Ke 0.80 0.90 0.95 1.00 1.05 1.20 1.30 1.50 1.80
Примрер
Определить скорость резания для фрезерования плоскости фрезой DOVEIQMILL
со сменными пластинами из сплава IC840.
Диаметр фрезы составляет 100 мм, установленная ширина резания составляет 70 мм,
а глубина резания 2,5 мм. Материал заготовки Ti-6Al-4V, отожженный.
Предположим, что стабильность достаточна (фрезерование плоскости фрезой
относительно большого диаметра, короткий вылет, хорошее состояние станка, надежное
закрепление заготовки), тип обработки – средний (ap 2,5 мм).
1. Приблизительный подсчет с использованием таблицы 6:
начальная скорость Vc = 60 м/мин
2. Более точные расчеты с использованием уравнения (1):
Vo=48 м/мин, Km=1, Ke≈0.96 (Таблицы 7, 9, 10), Ks=1.Vc=48x1x0.96x1=46 м/мин
Расхождения в полученных результатах значительны: в результате приблизительного
подсчета скорость резания завышена на 30%.
Пример
При планировании процесса технолог рассматривает насадную фрезу с наборной
режущей кромкой диаметром 80 мм) для черновой обработки высокого уступа.
Материал заготовки – «Титан 555» (Ti-5Al-5Mo-5V-3Cr), HRC 39-41. Режимы: ap = 85 мм,
ae = 20 мм, внутренняя подача охлаждающей жидкости. Сплав пластин – IC882.
Операция выполняется на новом станке с жестким закреплением заготовки, и, несмотря
на относительно большой вылет фрезы, стабильность нормальная. Какую Vc следует
выбрать для дальнейшего расчета и анализа? Предположим, что обработка тяжелая,
применим данные из таблиц 7, 9 и 10:
Vo=38 м/мин, Km=0.51, Ke=1.2 (ae/d=0.25). Ks=1.
Vc=38x0.51x1.2x1=23 м/мин
Приблизительный подсчет с использованием таблицы 6 (нижний предел скорости
для тяжелой черновой обработки) дает 25 м/мин.
18 ISCAR