
Page 47 - machining_titanium_05_2019
P. 47
Example
An aircraft engine builder has decided to apply trochoidal milling to rough machining
slots in an integrally bladed rotor. ISCAR’s 10 mm (0.394 in) dia. ECK-H7 7-flute
solid carbide endmill, made from carbide grade IC900, will be used under the
following averaged machining parameters: ap=16 mm (0.63 in), ae=1 mm (0.04 in). MILLING TITANIUM
Material – Ti-6Al-4V ELI. Operational stability is good. Find initial cutting data.
Assume that Ks=1 (stable cutting).
Basic cutting speed V0=65 m/min (213 sfm) (Table 8).
Km=1.1 (Table 9).
ae/d=1/10=0.1. Angle of engagement AE=36°, Ke=1.5 (Table 10).
From equation (1): initial cutting speed Vc=65×1.1×1.5×1=107 (m/min) or 352 sfm.
Spindle speed n=(1000×107)/(π×10)=
3406 (rpm).
Basic feed per tooth fzo=0.13 mm/tooth (0.0051 ipt) (Table 16).
Kf=0.78 (Table 17).
From equation (6): starting feed fz=0.13×1×0.78=0.1 (mm/tooth) or 0.004 ipt.
Feed rate Vf=0.1×7×3406=2384 (mm/min) (93.86 ipm).
Estimated metal removal rate Q=1.6×0.1×238.4=38.14 (cm³/min) (2.36 in³/min)
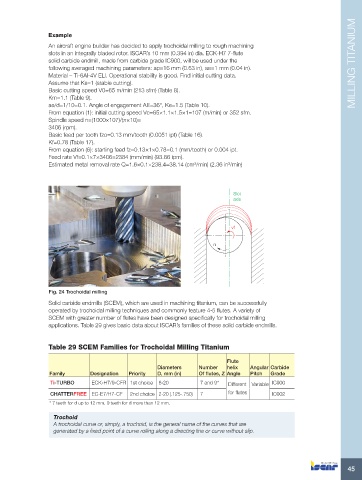
Slot
axis
vf
n
Fig. 24 Trochoidal milling
Solid carbide endmills (SCEM), which are used in machining titanium, can be successfully
operated by trochoidal milling techniques and commonly feature 4-5 flutes. A variety of
SCEM with greater number of flutes have been designed specifically for trochoidal milling
applications. Table 29 gives basic data about ISCAR’s families of these solid carbide endmills.
Table 29 SCEM Families for Trochoidal Milling Titanium
Flute
Diameters Number helix Angular Carbide
Family Designation Priority D, mm (in) Of flutes, Z Angle Pitch Grade
Ti-TURBO ECK-H7/9-CFR 1st choice 6-20 7 and 9* Different Variable IC900
CHATTERFREE EC-E7/H7-CF 2nd choice 2-20 (.125-.750) 7 for flutes IC902
* 7 teeth for d up to 12 mm, 9 teeth for d more than 12 mm.
Trochoid
A trochoidal curve or, simply, a trochoid, is the general name of the curves that are
generated by a fixed point of a curve rolling along a directing line or curve without slip.
45