
Page 64 - ISCAR FACE GROOVING LINES
P. 64
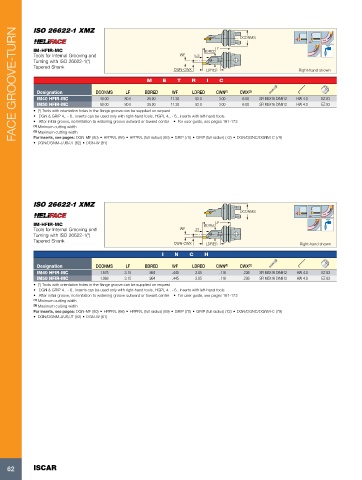
FACE GROOVE-TURN DCONMS
IM-HFIR-MC BDREDLF
Tools for Internal Grooving and WF 5.3
Turning with ISO 26622-1(*)
Tapered Shank CWN-CWX LDRED Right-hand shown
METRIC
Designation DCONMS LF BDRED WF LDRED CWN(1) CWX(2)
IM40 HFIR-MC 40.00 80.0 25.00 11.30 52.0 3.00 6.00 SR M5X16 DIN912 HW 4.0 EZ 83
IM50 HFIR-MC HW 4.0 EZ 83
50.00 80.0 25.00 11.30 52.0 3.00 6.00 SR M5X16 DIN912
• (*) Tools with orientation holes in the flange groove can be supplied on request
• DGN & GRIP 4.. - 6.. inserts can be used only with right-hand tools, HGPL 4.. - 6.. inserts with left-hand tools
• After initial groove, no limitation to widening groove outward or toward center • For user guide, see pages 161-173
(1) Minimum cutting width
(2) Maximum cutting width
For inserts, see pages: DGN-MF (80) • HFPR/L (68) • HFPR/L (full radius) (69) • GRIP (70) • GRIP (full radius) (72) • DGN/DGNC/DGNM-C (79)
• DGN/DGNM-J/JS/JT (82) • DGN-W (81)
DCONMS
IM-HFIR-MC BDREDLF
Tools for Internal Grooving and WF .21
Turning with ISO 26622-1(*)
Tapered Shank CWN-CWX LDRED Right-hand shown
INC H
Designation DCONMS LF BDRED WF LDRED CWN(1) CWX(2)
IM40 HFIR-MC 1.575 3.15 .984 .445 2.05 .118 .236 SR M5X16 DIN912 HW 4.0 EZ 83
IM50 HFIR-MC HW 4.0 EZ 83
1.968 3.15 .984 .445 2.05 .118 .236 SR M5X16 DIN912
• (*) Tools with orientation holes in the flange groove can be supplied on request
• DGN & GRIP 4.. - 6.. inserts can be used only with right-hand tools, HGPL 4.. - 6.. inserts with left-hand tools
• After initial groove, no limitation to widening groove outward or toward center • For user guide, see pages 161-173
(1) Minimum cutting width
(2) Maximum cutting width
For inserts, see pages: DGN-MF (80) • HFPR/L (68) • HFPR/L (full radius) (69) • GRIP (70) • GRIP (full radius) (72) • DGN/DGNC/DGNM-C (79)
• DGN/DGNM-J/JS/JT (82) • DGN-W (81)
62 ISCAR