
Page 108 - ISCAR FACE GROOVING LINES
P. 108
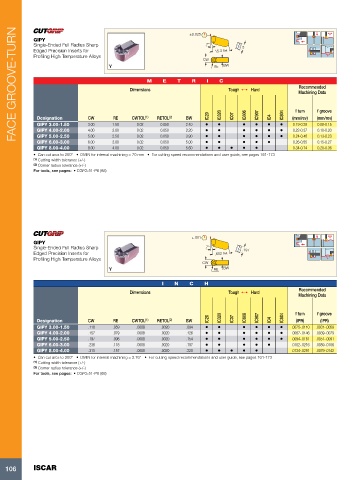
FACE GROOVE-TURN GIPY ±0.025 5
Single-Ended Full Radius Sharp
Edged Precision Inserts for 7°
Profiling High Temperature Alloys 15.3 Ref.
CW
RE BW
METRIC
Dimensions Tough 1 Hard Recommended
Machining Data
Designation CW RE CWTOL(1) RETOL(2) BW IC20 f turn f groove
IC320
IC07 (mm/rev) (mm/rev)
IC806 0.19-0.28 0.08-0.15
IC907 0.22-0.37 0.10-0.20
IC4 0.24-0.46 0.13-0.23
IC804 0.26-0.55 0.15-0.27
0.34-0.74 0.20-0.36
GIPY 3.00-1.50 3.00 1.50 0.02 0.050 2.40 • • ••• •
GIPY 4.00-2.00 4.00 2.00 0.02 0.050 3.20 • • ••• •
GIPY 5.00-2.50 5.00 2.50 0.02 0.050 3.90 • • ••• •
GIPY 6.00-3.00 6.00 3.00 0.02 0.050 5.00 • • •••
GIPY 8.00-4.00 8.00 4.00 0.02 0.050 5.60 • • • • •
• Can cut arcs to 250° • DMIN for internal machining = 70 mm • For cutting speed recommendations and user guide, see pages 161-173
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
For tools, see pages: • CGFG 51-P8 (88)
GIPY ±.001 .197
Single-Ended Full Radius Sharp
Edged Precision Inserts for 7°
Profiling High Temperature Alloys .602 Ref.
CW
RE BW
INCH Tough 1 Hard Recommended
Dimensions Machining Data
IC20 f turn f groove
IC320
Designation CW RE CWTOL(1) RETOL(2) BW IC07 (IPR) (IPR)
IC806
IC907
IC4
IC804
GIPY 3.00-1.50 .118 .059 .0008 .0020 .094 • • • • • • .0075-.0110 .0031-.0059
.126 • • • • • • .0087-.0146 .0039-.0079
GIPY 4.00-2.00 .157 .079 .0008 .0020 .154 • • • • • • .0094-.0181 .0051-.0091
GIPY 5.00-2.50 .197 .098 .0008 .0020 .197 • • •••
GIPY 6.00-3.00 .236 .118 .0008 .0020 .220 • • • • • .0102-.0216 .0059-.0106
GIPY 8.00-4.00 .0134-.0291 .0079-.0142
.315 .157 .0008 .0020
• Can cut arcs to 250° • DMIN for internal machining = 2.76" • For cutting speed recommendations and user guide, see pages 161-173
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
For tools, see pages: • CGFG 51-P8 (88)
106 ISCAR