
Page 20 - Heat_Exchanger_2020
P. 20
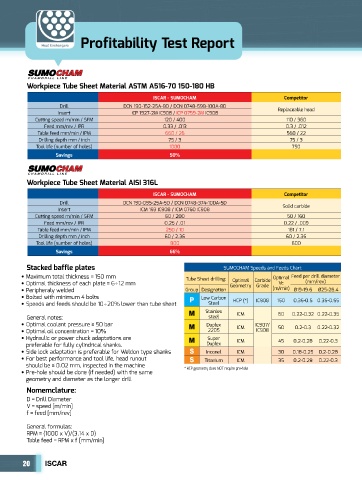
Profitability Test Report
Heat Exchangers
Workpiece Tube Sheet Material ASTM A516-70 150-180 HB
ISCAR - SUMOCHAM Competitor
Drill DCN 190-152-25A-8D / DCN 0748-598-100A-8D
Insert ICP 1927-2M IC908 / ICP 0759-2M IC908 Replaceable head
Cutting speed m/min / SFM 120 / 400 110 / 360
Feed mm/rev / IPR 0.33 / .013 0.3 / .012
Table feed mm/min / IPM 660 / 26 560 / 22
Drilling depth mm / inch 75 / 3 75 / 3
Tool life (number of holes) 1000 750
Savings 50%
Workpiece Tube Sheet Material AISI 316L
ISCAR - SUMOCHAM Competitor
Drill DCN 190-095-25A-5D / DCN 0748-374-100A-5D
Insert ICM 193 IC908 / ICM 0760 IC908 Solid carbide
Cutting speed m/min / SFM 60 / 200 50 / 160
Feed mm/rev / IPR 0.25 / .01 0.22 / .009
Table feed mm/min / IPM 250 / 10 181 / 7.1
Drilling depth mm / inch 60 / 2.36 60 / 2.36
Tool life (number of holes) 800 600
Savings 66%
Stacked baffle plates SUMOCHAM Speeds and Feeds Chart
• Maximum total thickness = 150 mm Tube Sheet drilling: Optimal Feed per drill diameter
Optimal Carbide
• Optimal thickness of each plate = 6÷12 mm Geometry Grade Vc (mm/rev)
• Peripheraly welded Group Designation (m/min) Ø19-19.6 Ø25-26.4
• Bolted with minimum 4 bolts P Low Carbon HCP (*) IC908 150 0.35-0.5 0.35-0.55
• Speeds and feeds should be 10÷20% lower than tube sheet Steel
M Stainles ICM 60 0.22-0.32 0.22-0.35
General notes: steel
• Optimal coolant pressure ≥ 50 bar M Duplex ICM IC907/ 50 0.2-0.3 0.22-0.32
• Optimal oil concentration = 10% 2205 IC908
• Hydraulic or power chuck adaptations are M Super ICM 45 0.2-0.28 0.22-0.3
preferable for fully cylindrical shanks. Duplex
• Side lock adaptation is preferable for Weldon type shanks S Inconel ICM 30 0.18-0.25 0.2-0.28
• For best performance and tool life, head runout S Titanium ICM 35 0.2-0.28 0.22-0.3
should be ≤ 0.02 mm, inspected in the machine
• Pre-hole should be done (if needed) with the same * HCP geometry does NOT require pre-hole
geometry and diameter as the longer drill
Nomemclature:
D = Drill Diameter
V = speed [m/min]
f = feed [mm/rev]
General formulas:
RPM = (1000 x V)/(3.14 x D)
Table feed = RPM x f [mm/min]
20 ISCAR