
Page 66 - MILLING-CATALOG-RUS-2021-p319-548-Russian
P. 66
РУКОВОДСТВО ПО
ЭКСПЛУАТАЦИИ
ФРЕЗЫ ДЛЯ ОБРАБОТКИ ПАЗОВ И ОТРЕЗКИ
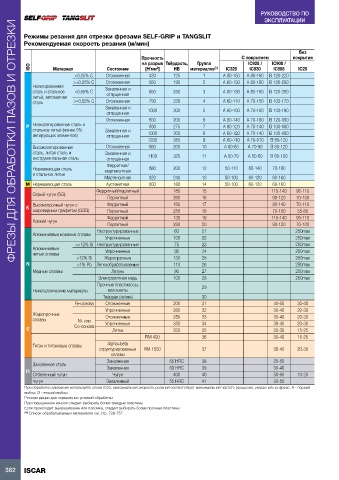
Режимы резания для отрезки фрезами SELF-GRIP и TANGSLIT
Рекомендуемая скорость резания (м/мин)
Без
Прочность С покрытием покрытия
на разрыв Твёрдость, Группа IC928 / IC908 /
ISO Материал Состояние [Н мм ] HB материалов (1) IC328 IC830 IC808 IC20
/
2
<0.25% C Отожженная 420 125 1 A 80-150 A 80-160 B 120-220
>=0.25% C Отожженная 650 190 2 A 80-130 A 80-180 B 120-200
Нелегированная
сталь и стальное <0.55% C Закаленная и 850 250 3 A 80-130 A 80-180 B 120-200
отпущенная
литьё, автоматная
сталь >=0.55% C Отожженная 750 220 4 A 60-110 A 70-150 B 100-170
Закаленная и 1000 300 5 A 60-100 A 70-160 B 100-180
отпущенная
Отожженная 600 200 6 A 80-140 A 70-160 B 120-190
P Низколегированная сталь и 930 275 7 A 60-120 A 70-140 B 100-180
стальное литьё (менее 5% Закаленная и
легирующих элементов) отпущенная 1000 300 8 A 60-120 A 70-140 B 100-180
1200 350 9 A 60-110 A 70-110 B 80-120
Высоколегированная Отожженная 680 200 10 A 60-80 A 70-90 B 80-120
сталь, литая сталь и Закаленная и
инструментальная сталь отпущенная 1100 325 11 A 50-70 A 50-80 B 60-100
Ферритная/
Нержавеющая сталь мартенситная 680 200 12 50-110 60-140 70-180
и стальное литье
Мартенситная 820 240 13 50-100 60-120 60-160
M Нержавеющая сталь Аустенитная 600 180 14 50-100 60-120 60-160
Ферритный/перлитный 180 15 115-140 95-110
Серый чугун (GG)
Перлитный 260 16 90-120 70-100
K Высокопрочный чугун с Ферритный 160 17 90-140 70-110
шаровидным графитом (GGG) Перлитный 250 18 70-100 55-80
Ферритный 130 19 115-140 95-110
Ковкий чугун
Перлитный 230 20 90-120 70-100
Неструктурированные 60 21 250max
Алюминиевые кованые сплавы
Упрочненные 100 22 250max
<=12% Si Неструктурированные 75 23 250max
Алюминиевые Упрочненные 90 24 250max
литые сплавы
>12% Si Жаропрочные 130 25 250max
N >1% Pb Легкообрабатываемые 110 26 250max
Медные сплавы Латунь 90 27 250max
Электролитная медь 100 28 250max
Прочные пластмассы,
Неметаллические материалы волокниты 29
Твердая резина 30
Fe-основа Отожженные 200 31 40-50 30-40
Упрочненные 280 32 30-40 20-30
Жаропрочные Отожженные 250 33 30-40 20-30
сплавы Ni- или Упрочненные 350 34 30-40 20-30
S Co-основа Литье 320 35 20-30 15-25
RM 400 36 30-40 15-25
Титан и титановые сплавы Alpha+beta
структурированные RM 1050 37 30-40 20-30
сплавы
Закаленная 55 HRC 38 25-50
Закаленная сталь
H Закаленная 60 HRC 39 30-40
Отбеленный чугун Чугун 400 40 50-60 10-20
Чугун Закаленный 55 HRC 41 30-50
При обработке алюминия используйте сплав IC20; максимальная скорость резания соответствует максимальной частоте вращения, указанной на фрезе. A - первый
выбор, B - второй выбор.
Рекомендации для нормальных условий обработки
При повышенном износе следует выбирать более твердые пластины
Если происходит выкрашивание или поломка, следует выбирать более прочные пластины
(1) Список обрабатываемых материалов см. стр. 728-757
382 ISCAR