
Page 121 - MILLING-CATALOG-RUS-2021-p319-548-Russian
P. 121
РУКОВОДСТВО ПО
ЭКСПЛУАТАЦИИ
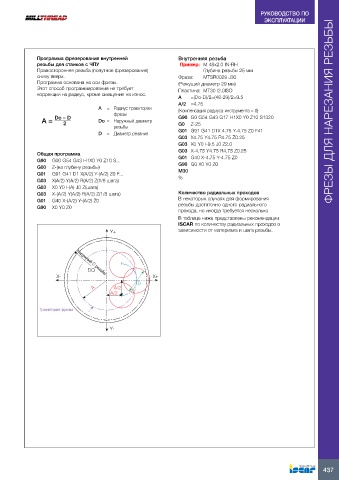
Программа фрезерования внутренней Внутренняя резьба
резьбы для станков с ЧПУ Пример: M 48x2.0 IN-RH
Правосторонняя резьба (попутное фрезерование) Глубина резьбы 25 мм
снизу вверх. Фреза: MTSR0029 J30
Программа основана на оси фрезы. (Режущий диаметр 29 мм)
Этот способ программирования не требует Пластина: MT30 I2.0ISO
коррекции на радиус, кроме смещения на износ.
A =(Do-D)/2=(48-29)/2=9.5
A/2 =4.75
A = Радиус траектории (Компенсация радиуса инструмента = 0)
фрезы G90 G0 G54 G43 G17 H1X0 Y0 Z10 S1320 ФРЕЗЫ ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ
A = Do – D Do = Наружный диаметр G0 Z-25
2
резьбы
D = Диаметр резания G01 G91 G41 D1X 4.75 Y-4.75 Z0 F41
G03 X4.75 Y4.75 R4.75 Z0.25
G03 X0 Y0 I-9.5 J0 Z2.0
G03 X-4.75 Y4.75 R4.75 Z0.25
Общая программа
G90 G00 G54 G43 H1X0 Y0 Z10 S... G01 G40 X-4.75 Y-4.75 Z0
G00 Z-(на глубину резьбы) G90 G0 X0 Y0 Z0
M30
G01 G91 G41 D1 X(A/2) Y-(A/2) Z0 F...
G03 X(A/2) Y(A/2) R(A/2) Z(1/8 шага) %
G03 X0 Y0 I-(A) J0 Z(шага)
G03 X-(A/2) Y(A/2) R(A/2) Z(1/8 шага) Количество радиальных проходов
G01 G40 X-(A/2) Y-(A/2) Z0 В некоторых случаях для формирования
G90 X0 Y0 Z0 резьбы достаточно одного радиального
прохода, но иногда требуется несколько.
В таблице ниже представлены рекомендации
ISCAR по количеству радиальных проходов в
Y+ зависимости от материала и шага резьбы.
DO
D
X- X+
D
A A/2
A/2
Y-
437