
Page 71 - THREADING CATALOG
P. 71
USER GUIDE
THREAD TURNING
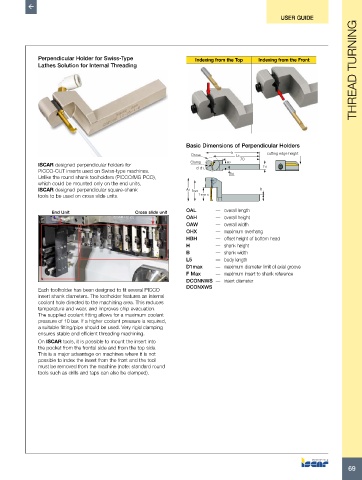
Perpendicular Holder for Swiss-Type Indexing from the Top Indexing from the Front
Lathes Solution for Internal Threading
Basic Dimensions of Perpendicular Holders
l1 cutting edge height
D1max L5
70
ISCAR designed perpendicular holders for Clamp H2 h1
PICCO-CUT inserts used on Swiss-type machines. d-d1 h4
Unlike the round shank toolholders (PICCO/MG PCO),
which could be mounted only on the end units,
ISCAR designed perpendicular square-shank A1 fmax b
tools to be used on cross slide units. Tmax-a
End Unit Cross slide unit OAL — overall length
OAH — overall height
OAW — overall width
OHX — maximum overhang
HBH — offset height of bottom head
H — shank height
B — shank width
L5 — body length
D1max — maximum diameter limit of axial groove
F Max — maximum insert to shank reference
DCONNWS — insert diameter
DCONXWS
Each toolholder has been designed to fit several PICCO
insert shank diameters. The toolholder features an internal
coolant hole directed to the machining area. This reduces
temperature and wear, and improves chip evacuation.
The supplied coolant fitting allows for a maximum coolant
pressure of 10 bar. If a higher coolant pressure is required,
a suitable fitting/pipe should be used. Very rigid clamping
ensures stable and efficient threading machining.
On ISCAR tools, it is possible to mount the insert into
the pocket from the frontal side and from the top side.
This is a major advantage on machines where it is not
possible to index the insert from the front and the tool
must be removed from the machine (note: standard round
tools such as drills and taps can also be clamped).
69