
Page 54 - machining_titanium_05_2019
P. 54
DRILLING TITANIUM Initial Cutting Data In Drilling
Cutting Speed
In drilling titanium with coolant pressure up to 70 bar,
initial cutting speed Vc is found with the use of equation (9):
Vc=Vo×Km×Ks
(9)
Vo – basic cutting speed (Table 37)
Where:
Km – machinability factor (Table 9)
Ks – stability factor (1 for normal stability and 0.7-0.8
for unstable drilling and machining in unfavorable conditions)
Table 37 Basic Cutting Speed Vo In Drilling
Vo, m/min (sfm) or drill diameter d, mm (in)
Over 6 From 12
Over 3 To 12 up to 20 Over 20 Over 32
Family Designation Up to 3 up to 6 (over (over up to 32 up to 60
(up to (over 0.118 (over 0.787 (over 1.260
0.118) Up to 0.236 0.472 Up to Up to
Up to
Up to
0.236) 1.260) 2.362)
0.472) 0.787)
DCN 50 (164)
SCD ACP 32 (105) 45
38 (148)
MM HCD, (125)
MM ECD
ECD-S2 32 (105)
DR 50 (164)
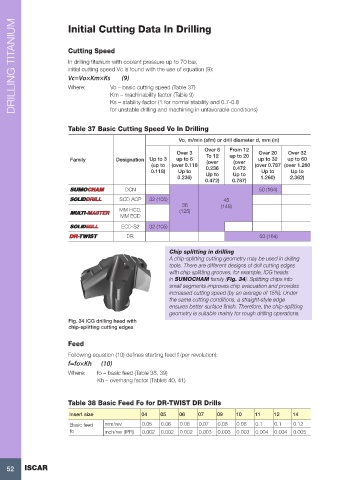
Chip splitting in drilling
A chip-splitting cutting geometry may be used in drilling
tools. There are different designs of drill cutting edges
with chip splitting grooves, for example, ICG heads
in SUMOCHAM family (Fig. 34). Splitting chips into
small segments improves chip evacuation and provides
increased cutting speed (by an average of 15%). Under
the same cutting conditions, a straight-style edge
ensures better surface finish. Therefore, the chip-splitting
geometry is suitable mainly for rough drilling operations.
Fig. 34 ICG drilling head with
chip-splitting cutting edges
Feed
Following equation (10) defines starting feed f (per revolution):
f=fo×Kh (10)
Where: fo – basic feed (Table 38, 39)
Kh – overhang factor (Tables 40, 41)
Table 38 Basic Feed Fo for DR-TWIST DR Drills
Insert size 04 05 06 07 09 10 11 12 14
Basic feed mm/rev 0.05 0.06 0.06 0.07 0.08 0.08 0.1 0.1 0.12
fo inch/rev (IPR) 0.002 0.002 0.002 0.003 0.003 0.003 0.004 0.004 0.005
52 ISCAR