
Page 75 - ISCAR FACE GROOVING LINES
P. 75
INSL (Ref.)IC07 6˚
BW
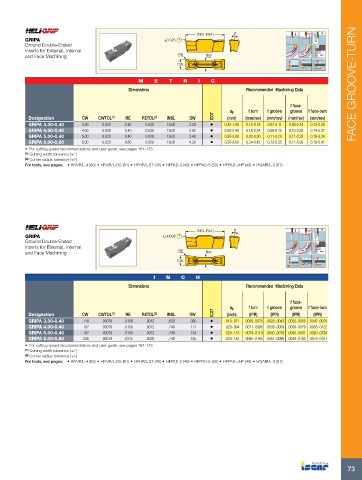
GRIPA ±0.025 FACE GROOVE-TURN
Ground Double-Ended
Inserts for External, Internal RE
and Face Machining CW
METRIC Recommended Machining Data
Dimensions
ap f turn f groove f face- f face-turn
groove
Designation CW CWTOL(1) RE RETOL(2) INSL BW (mm) (mm/rev) (mm/rev) (mm/rev)
• 0.25-1.80 0.15-0.19 0.07-0.11 (mm/rev) 0.12-0.20
GRIPA 3.00-0.40 3.00 0.020 0.40 0.030 16.00 2.28 • 0.50-2.40 0.18-0.24 0.09-0.15 0.08-0.14 0.14-0.31
GRIPA 4.00-0.40 0.10-0.20 0.16-0.34
GRIPA 5.00-0.40 4.00 0.020 0.40 0.030 19.02 2.82 • 0.50-3.00 0.20-0.30 0.11-0.20 0.11-0.23 0.19-0.41
GRIPA 6.00-0.80 0.11-0.26
5.00 0.020 0.40 0.030 19.02 3.40 • 0.50-3.60 0.24-0.42 0.13-0.25
6.00 0.020 0.80 0.050 19.00 4.20
• For cutting speed recommendations and user guide, see pages 161-173
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
For tools, see pages: • HFAIR/L-4 (60) • HFAIR/L-DG (61) • HFHR/L-5T (43) • HFPAD-3 (49) • HFPAD-5 (50) • HFPAD-JHP (48) • HGAIR/L-3 (57)
INSL (Ref.) 6˚
BW
GRIPA ±.00098
Ground Double-Ended
Inserts for External, Internal RE
and Face Machining CW
INCH Recommended Machining Data
Dimensions
IC07 ap f turn f groove f face- f face-turn
groove
Designation CW CWTOL(1) RE RETOL(2) INSL BW (inch) (IPR) (IPR) (IPR)
.090 • .010-.071 .0059-.0075 .0028-.0043 (IPR) .0047-.0079
GRIPA 3.00-0.40 .118 .00079 .0158 .0012 .630 .111 • .020-.094 .0071-.0095 .0035-.0059 .0032-.0055 .0055-.0122
GRIPA 4.00-0.40 .0039-.0079 .0063-.0134
GRIPA 5.00-0.40 .157 .00079 .0158 .0012 .749 .134 • .020-.118 .0079-.0118 .0043-.0079 .0043-.0091 .0075-.0161
GRIPA 6.00-0.80 .165 • .020-.142 .0095-.0165 .0051-.0098 .0043-.0102
.197 .00079 .0158 .0012 .749
.236 .00079 .0315 .0020 .748
• For cutting speed recommendations and user guide, see pages 161-173
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
For tools, see pages: • HFAIR/L-4 (60) • HFAIR/L-DG (61) • HFHR/L-5T (43) • HFPAD-3 (49) • HFPAD-5 (50) • HFPAD-JHP (48) • HGAIR/L-3 (57)
73