
Page 168 - ISCAR FACE GROOVING LINES
P. 168
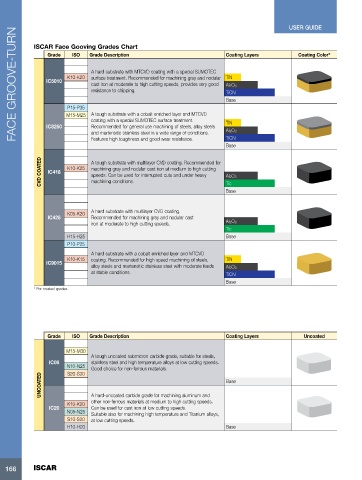
FACE GROOVE-TURN ISCAR Face Gooving Grades Chart Coating Layers USER GUIDE
CVD COATED Grade ISO Grade Description Coating Color*
IC5010 K10-K20 A hard substrate with MTCVD coating with a special SUMOTEC TiN
surface treatment. Recommended for machining gray and nodular Al2O3
P15-P35 cast iron at moderate to high cutting speeds, provides very good TiCN
M15-M25 resistance to chipping. Base
IC8250
A tough substrate with a cobalt enriched layer and MTCVD TiN
coating with a special SUMOTEC surface treatment. Al2O3
Recommended for general use machining of steels, alloy steels TiCN
and martensitic stainless steel in a wide range of conditions. Base
Features high toughness and good wear resistance.
IC418 K10-K25 A tough substrate with multilayer CVD coating. Recommended for
machining gray and nodular cast iron at medium to high cutting
speeds. Can be used for interrupted cuts and under heavy Al2O3
machining conditions. Tic
Base
IC428 K05-K20 A hard substrate with multilayer CVD coating.
Recommended for machining gray and nodular cast
iron at moderate to high cutting speeds. Al2O3
Tic
IC9015 H15-H25 A hard substrate with a cobalt enriched layer and MTCVD Base
P10-P25 coating. Recommended for high speed machining of steels,
alloy steels and martensitic stainless steel with moderate feeds TiN
K10-K15 at stable conditions. Al2O3
TiCN
Base
* For coated grades
Grade ISO Grade Description Coating Layers Uncoated
IC08 M15-M30 A tough uncoated submicron carbide grade, suitable for steels,
stainless steel and high temperature alloys at low cutting speeds.
N10-N25 Good choice for non-ferrous materials.
S20-S30
UNCOATED
Base
IC20 K10-K20 A hard-uncoated carbide grade for machining aluminum and
N05-N25 other non-ferrous materials at medium to high cutting speeds.
S10-S20 Can be used for cast iron at low cutting speeds.
H10-H20 Suitable also for machining high temperature and Titanium alloys,
at low cutting speeds.
Base
166 ISCAR